











Технологічний процес виробництва пластикових вікон.
У цьому розділі ми ознайомимо вас з основними процесами сучасного виробництва вашого майбутнього вікна, починаючи від виготовлення профілю і закінчуючи відвантаженням готового виробу.
Усі виробничі процеси і фотографії взяті з реальних виробництв наших постачальників з України та Європи, а так само нашого власного виробництва.
Історія вікна починається з приготування ПВХ суміші (компаунд). Компаунд складається з декількох основних складових, таких як ПВХ смола, стабілізатори, модифікатори, крейда, двоокис титану, внутрішні і зовнішні мастила.
Кожен компонент автоматично дозується в чіткій пропорції. Щонайменше недотримання пропорції, як у бік зменшення, так і у бік збільшення загрожує порушеннями режимів виробництва (температура пластифікації, швидкість виробництва, навантаження на устаткування і інструмент, відхилення від допустимих розмірів готової продукції).





Після змішування компаунд потрапляє в накопичувальні силосу для остаточного відстою перед подачею на виробничі лінії. Після цього компаунд з транспортної пневмосистеми подається на лінію виробництва ПВХ профілю. З цього моменту починається процес екструзії (від лат. extrusio – виштовхування).






Це технологія отримання виробів шляхом безперервного продавлювання розплавленого матеріалу (компаунда) через формуючу головку (філ’єру).


Після цього розплавлений до 180-200 С ° профіль проходить через калібратор, де він остаточно формується і охолоджується до 20-30 С °.



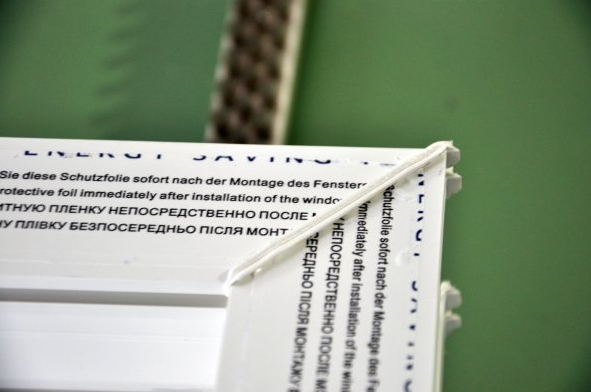
Далі наноситься захисна плівка, нарізається профіль необхідної довжини. Профіль упаковується на палети.

Кожних 4:00 відбувається відбір зразків для всебічної перевірки у власній лабораторії.



Виготовлення самого вікна починається з обробки замовлень і створення технологічного завдання.
Всі основні процеси виробництва ТМ «Epsilon» автоматизовані. Завдання для автоматичного обладнання надходять в електронному вигляді, що повністю виключає помилки при ручній обробці.
Перша ділянка виробництва – порізка ПВХ профілю. Автоматичний пильний центр «Haffner» (Німеччина) відповідно до технічного завдання нарізає заготовки рами і стулки необхідного розміру з точністю 0,1 мм. Після порізки кожна заготовка маркується етикеткою зі штрих-кодом, в якому знаходиться вся інформація про майбутнє вікно.
Після порізки в усі заготовки вставляється сталевий оцинкований профіль. Цей процес називається армуванням профілю. Сталевий оцинкований профіль прикручується до ПВХ профілем спеціальними саморізами зі свердлом. Відстань між саморізами для білого профілю — 400 мм., для кольорового — 250 мм.
Наступний етап це свердління та фрезерування технологічних отворів.
Автоматичний обробний центр «Thorwesten» (Німеччина) при зчитуванні штрих-коду з заготовки, завантажує програму обробки заготовки. Використовуючи 6 різних інструментів обробний центр в автоматичному режимі робить дренажі, вентиляційні отвори, отвори для кріплення імпоста, фрезерування під замки, свердління отворів під петлі.
Далі відбувається сортування і на спеціальних візках заготовки передаються на дільницю зварювання і зачистки.




Один з найбільш складних і відповідальних ділянок – це дільницю зварювання і зачистки майбутніх вікон.
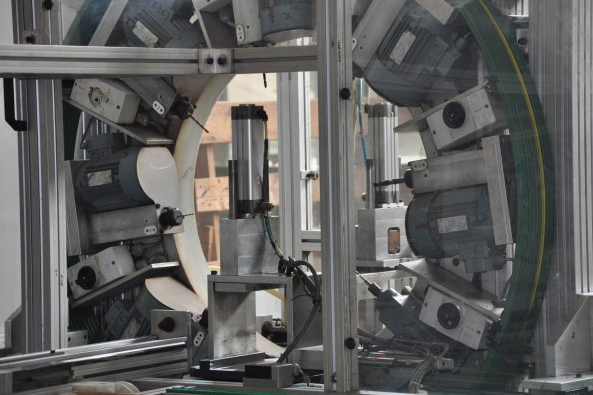
На цьому етапі 4-х головочного зварювальні автомати «URBAN» (Німеччина) з’єднують 4 заготовки в одну конструкцію. Точне позиціонування осей XY разом із системою зварювання «в розмір» дозволяють одержувати готові рами і стулки строго заданого розміру. Завдяки методу зварювання з паралельним зведенням профілю, збільшується міцність кута на 30%.



Після зварювання виходить кут з наплавом.

Зачистка такого кута відбувається на 4-х осьовому CNC зачисному верстаті «URBAN» (Німеччина).


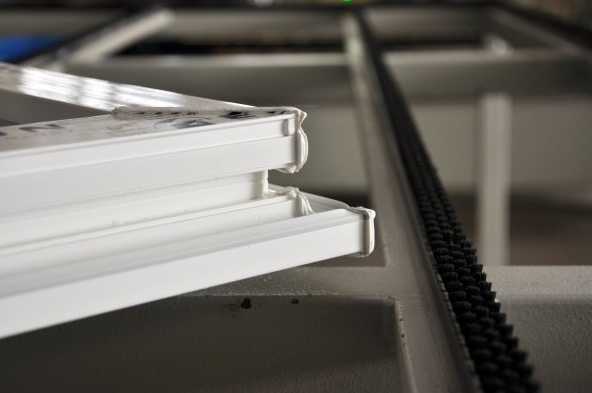
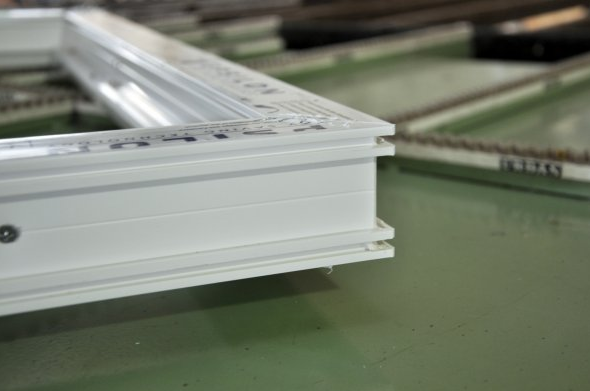
Після зачистки виходить рама і створка готова для подальшої обробки.


Варто додати, що ці два верстати пов’язані між собою системою он-лайн. При зчитуванні штрих-коду з заготовки, зварювальний верстат позиціонується за заданим розміром, а зачистний верстат отримує інформацію про конструкцію (розмір, тип профілю, колір) і завантажує потрібну програму для обробки.


Далі рама надходить на складальні столи, де встановлюються палітурки (імпости), прикручуються петлі і фурнітурні зачепи.


Паралельно відбувається установка віконної фурнітури на створки. На напівавтоматичному столі прикручуються механізми відкриття і петлі.
Завершальний етап виробництва Вашого вікна – скління.
Для рівномірного розподілу ваги склопакета в фальц рами встановлюється спеціальна вирівнювальна підкладка, після чого вставляється склопакет і в певній послідовності розклинюється дистанційними підкладками. Це необхідна і дуже важлива процедура. При правильному розклинюванні збільшується жорсткість конструкції і виключається провисання створки.
Склопакет фіксується штапіками і вікно практично готове. Залишиться зробити регулювання та контроль ВТК.